(+86) -137 5851 1881
(+86) -137 5851 1881

 (+86) -137 5851 1881
(+86) -137 5851 1881



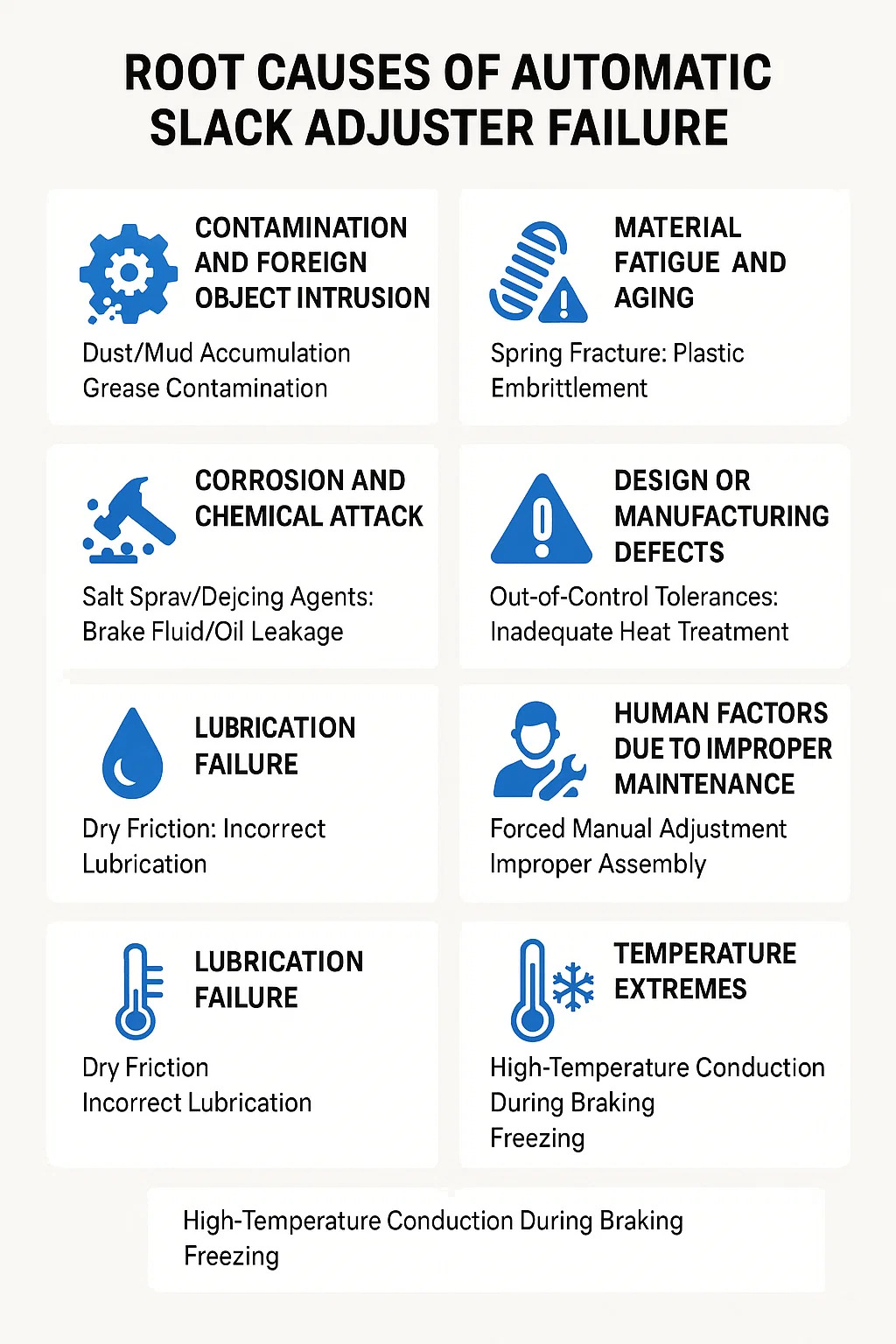
Korijenski uzroci Automatski podešavač slabi Neuspjeh
1. Zagađenje i upadanje stranih predmeta
Akumulacija prašine/blata: u građevinskim strojevima ili rudarskim vozilima, kada brtva za podešavanje ne uspije, tvrde čestice mogu infiltrirati mehanizam za ratchet ili vijak, uzrokujući habanje ili oduzimanje.
Kontaminacija masnoće: Nekvalitetna mast ili mast pomiješana s metalnim strugotinama stvara efekt abrazivne paste, ubrzavajući abnormalno trošenje unutarnjeg para trenja.
2. Korozija i kemijski napad
Sredstva za raspršivanje soli/dekolte: U obalnim ili zimskim cestovnim okruženjima, kućište za podešavanje može hrđati i perforirati, a unutarnji izvori ili ležajevi mogu se slomiti zbog korozije kloridnih iona.
Propuštanje tekućine/ulja: brtve hidrauličkih prilagođavača nabreknu s nespojivim tekućinama i neuspjehom, što dovodi do curenja tlaka ili napadaja klipa.
3. Mehaničko preopterećenje i šok
Preopterećenje kočnica: Često iznenadno kočenje uzrokuje da se pritiskač podešavanja doživljava udarne sile koje daleko veću vrijednost dizajna, puknuvši unutarnje zube zgrade ili deformirajući navoje.
Nepravilna instalacija: neusklađivanje push -komora za podešavanje i kočnicu. Kontinuirane bočne sile mogu uzrokovati neravnomjerno nošenje ili pucanje kućišta.
4. kvar podmazivanja
Suho trenje: Nakon što dugotrajno mazivo isparava ili izgubi na visokim temperaturama, metalni dijelovi dolaze u izravan kontakt i trljanje, što rezultira nenormalno visokotemperaturom (poput sinteriranja vijka i matice).
Netočno podmazivanje: Ubrizgavanje masti u ne-podmazane točke (kao što su određeni ležajevi za samozadovoljavanje) može oštetiti izvorni zaštitni dizajn.
5. Umor materijala i starenje
Proljetni prijelom: Pod opterećenjem visokog ciklusa, povratna opruga koja je iscrpila svoj život umora odjednom se raspada, zbog čega je podešavač izgubio sposobnost kompenzacije.
Plastično zamka: najlonski zupčanici ili ploče s kvačilom postaju krhki i puknu nakon produljenog izlaganja UV -u ili naizmjenične tople i hladne temperature.
6.
Tolerancije izvan kontrole: Zazornica mreže između ratcheta i pala je prevelika ili premala, što dovodi do preranog habanja ili povremenog proklizavanja zupčanika.
Neadekvatna toplinska obrada: Neadekvatna površinska tvrdoća ključnih komponenti (poput vijaka) može uzrokovati da se navori sruše i deformiraju tijekom ponovljenih podešavanja.
7. Ljudski čimbenici zbog nepravilnog održavanja
Prisilno ručno prilagođavanje: Neovlašteno ručno podešavanje vijaka za podešavanje ometa logiku unaprijed postavljene kompenzacije, što rezultira naknadnim kvarovima. Nepravilni sklop: izostavljanje potisnih perilica ili zadržavanja prstenova nakon remonta može uzrokovati aksijalno kretanje i kvar unutarnjih mehanizama.
8. Temperatura krajnosti
Provođenje visokih temperatura tijekom kočenja: Tijekom dugih spuštenih spuštanja u planinskim područjima, toplina iz kočničkog bubnja prenosi se u podešavajući, uzrokujući karbonizaciju masnoće ili očvršćivanje brtva.
Zamrzavanje: U okruženjima ispod -30 ° C kondenzirana voda može se smrznuti unutar mehanizma, zaključavajući pokretne dijelove.